ガス窒化
窒化とは?
窒化処理とは鋼の表面に窒素を拡散浸透させる処理方法です。
浸炭焼入れ部品は熱を加えることで硬さ値が低下しますが、ガス浸炭や高周波焼入れなどと異なり処理時間が長いものの、処理後の変形が小さく、焼戻し軟化抵抗が大きいことから硬さ値を維持できるため、耐熱要求部品のほとんどに採用されています。
パーカーS・N工業では幅広く高度な窒化技術の実績を誇ります。量産、長尺形状、大型形状、複雑な形状などの窒化処理も可能です。
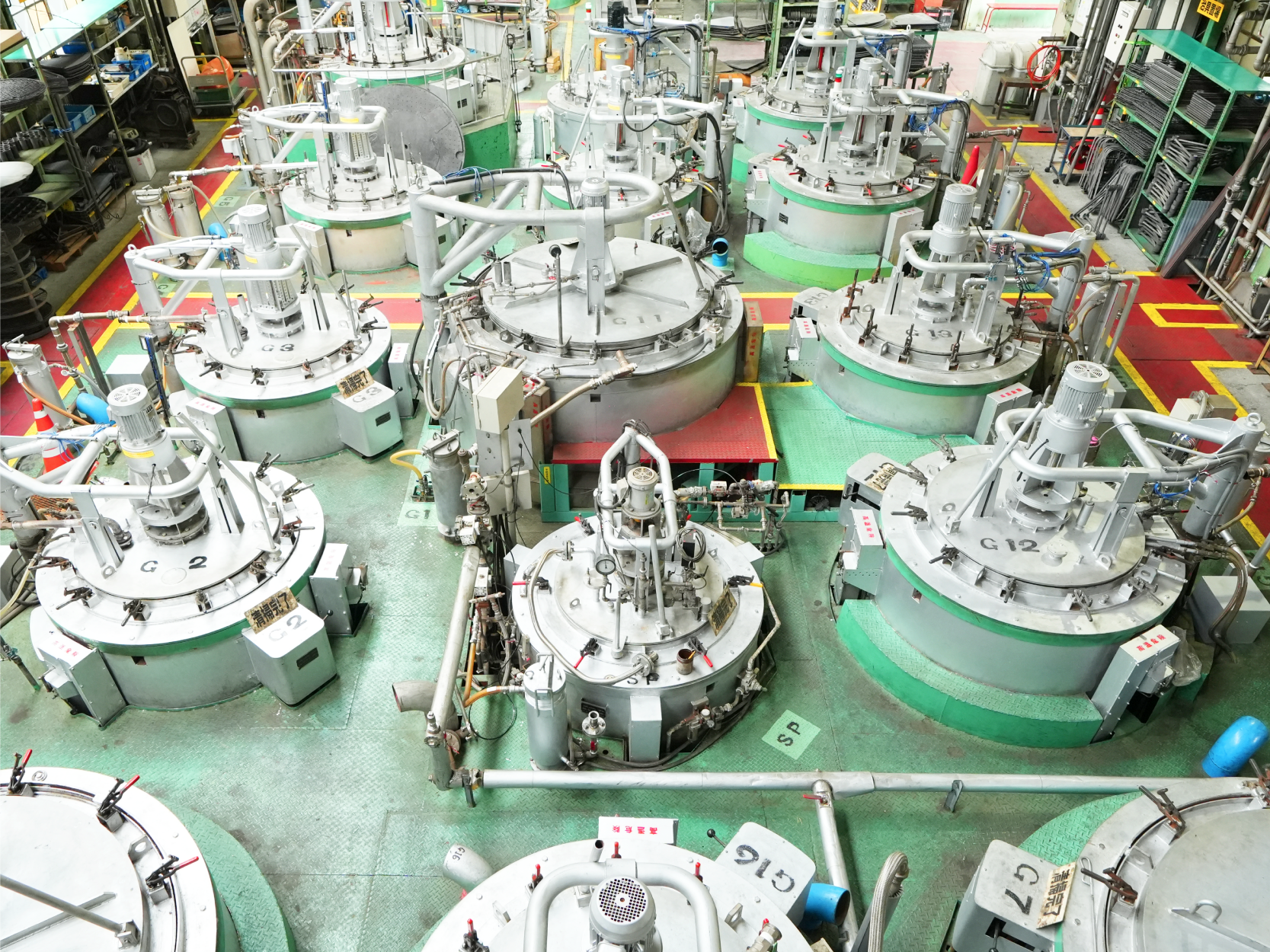

ガス窒化
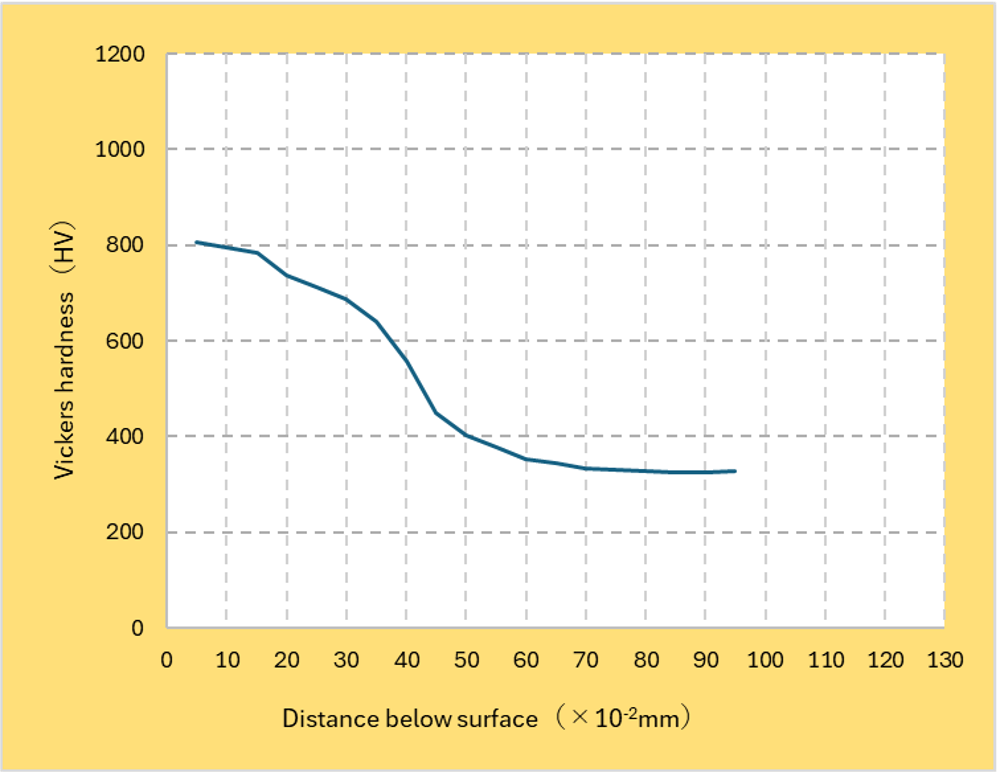
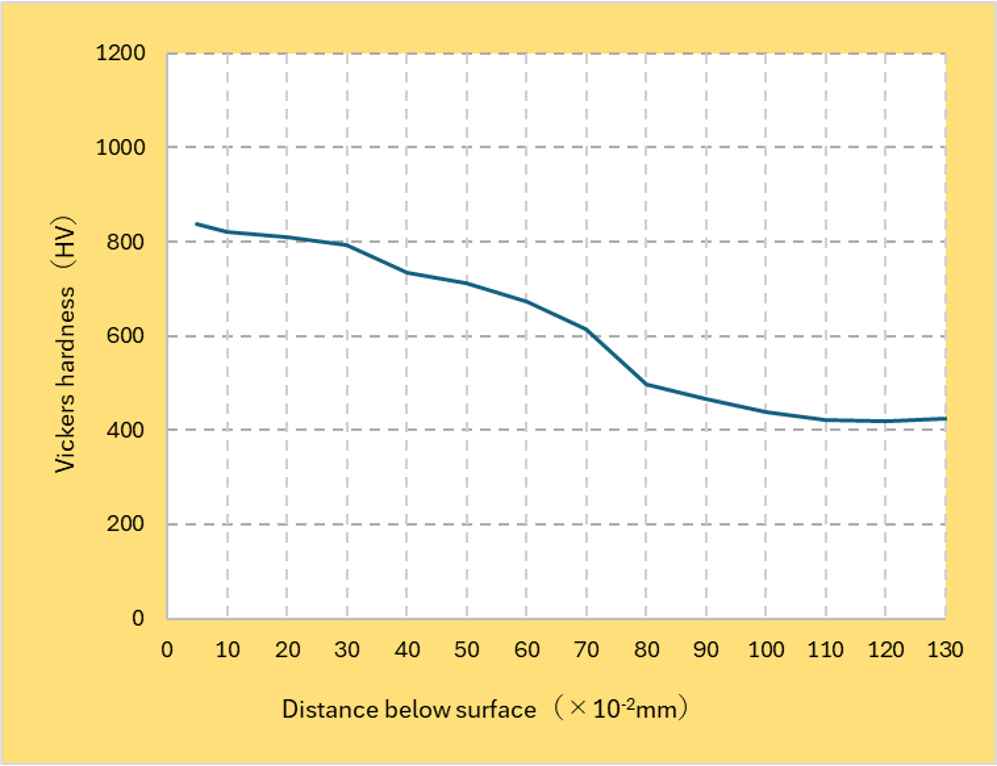
アンモニアガス雰囲気中で部品を400〜600°Cに加熱すると、鋼表面との触媒反応によりアンモニアガスが解離(アンモニアが窒素と水素に分解)して発生期の窒素が吸着・固溶することで窒化が進行します。それぞれの顧客要求規格に応じた窒化条件(窒化温度、処理時間、雰囲気中のアンモニア濃度及び解離度を測定、供給ガスの流量を制御)を設定して目標とする適正な管理を行い、要求される窒化層硬さ及び窒化層深さ組織を得ます。最近では水素センサーとマスフローコントローラーとを併用し、KN値(窒化ポテンシャル)制御を行い、全自動で要求規格を満足できる操業方式も採用しています。
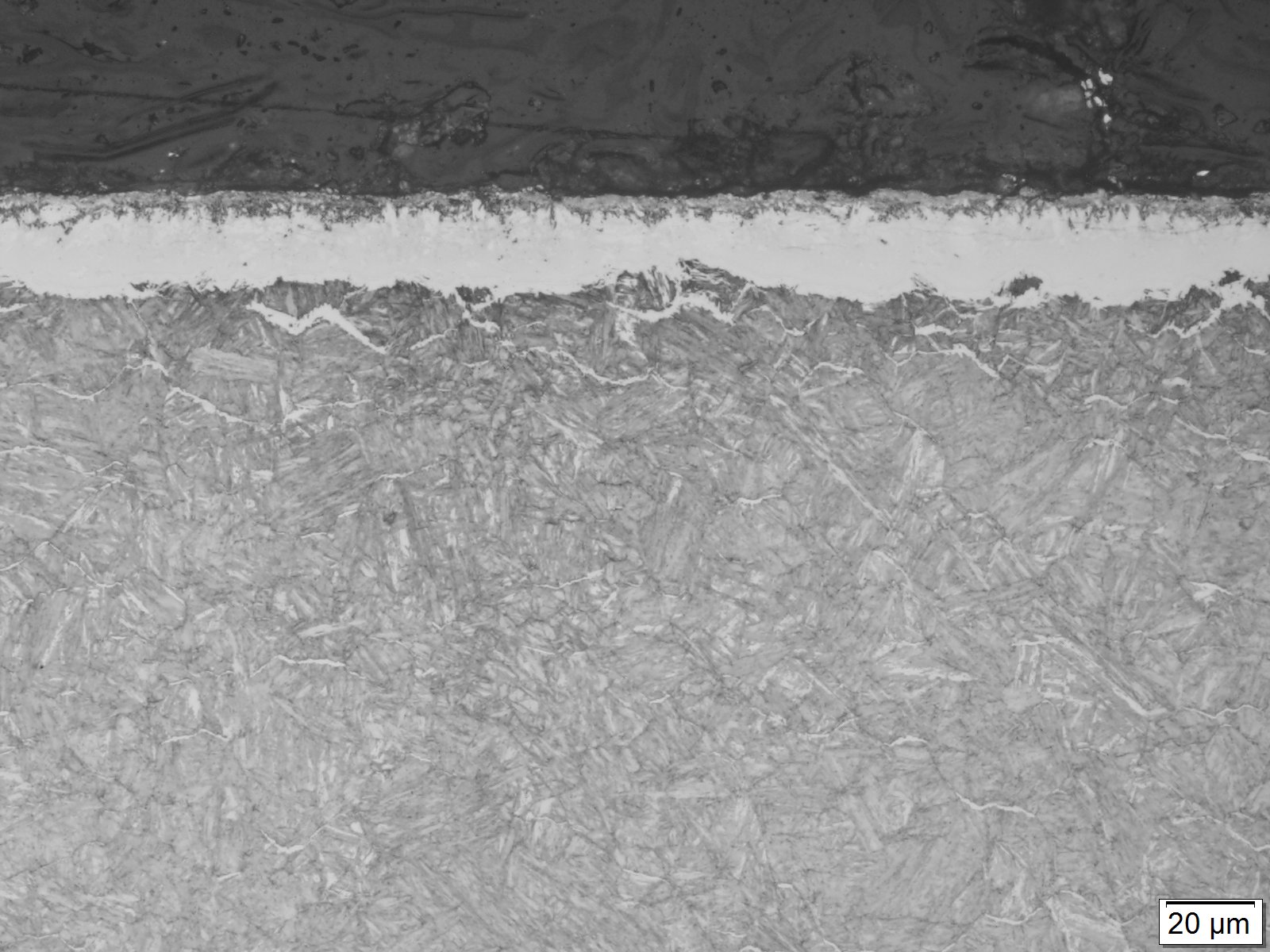
処理後のミクロ組織
●海外DIN規格材

●海外特殊規格材
処理の流れ
検査
防止
作業
セット
装入
取出
出荷
適用鋼種
窒化鋼(SACM645)、機械構造用合金鋼(SCM435、SCM440、SNCM439、SNCM630等)、熱間・冷間ダイス鋼(SKD61、SKD11等)、オーステナイト系ステンレス鋼(SUS304、SUS316等)、マルテンサイト系ステンレス鋼(SUS403、SUS440等)、フェライト系ステンレス鋼(SUS430等)、析出硬化系ステンレス鋼(SUS630等)、耐熱高合金(IN718等)、海外規格特殊鋼(DIN、AMS、AISI等)、Ti及びTi合金
適用部品事例
工作機械及び産業用機械部品(シリンダー、スクリュー、スリーブ、金型 等)
二輪・四輪エンジン部品(クランクシャフト、カムシャフト、バルブ 等)
船用エンジン部品(燃料噴射ノズル、バレル、プランジャ 等)
建設用油圧機器部品(ドライブシャフト、ハブギヤ、リングギヤ 等)
火力発電及び原子力発電向け付帯設備部品(ブッシュ、弁棒、バルブ 等)
航空機関連部品(シャフトギヤ 等)