ガス窒化

アンモニアガス雰囲気中で部品を400~600℃に加熱すると、鋼表面との触媒反応によりアンモニアガスが分解、解離した(解離;アンモニアが窒素と水素に分解すること)発生期の窒素が吸着・固溶し窒化が進行します。それぞれの顧客要求規格に応じた窒化条件(窒化温度、処理時間、雰囲気中のアンモニア濃度及び解離度を測定、供給ガスの流量を制御)にて、目標とする適正な管理を行い要求される窒化層硬さ、深さ組織を得ます。最近では水素センサーとマスフローコントローラーとを併用し、KN値(窒化ポテンシャル)制御を行い全自動で要求規格を満足できる操業方式も採用しています。
適用鋼種
窒化鋼(SACM645)他、SCM435、SCM440、SNCM439、SNCM630、SKD61等の調質材、
オーステナイト系ステンレス鋼、マルテンサイト系ステンレス鋼、耐熱鋼、非鉄ではチタン及びチタン合金
適用部品事例
- 各種工作機械主軸類、射出成型機器シリンダー
スクリュー類、アルミ、マグネダイキャスト用スリーブ - ガソリン・ディーゼルエンジン用ピストンリング(国内自動車メーカー、ベンツ他)、バルブ、バルブスプリング、スプリングリテーナー、クランク、カムシャフト、減速歯車、インジェクションノズル
- ターボジェットエンジン部品(IHI ROLLS-ROYCE V-2500)
- 各種バルブステム、制御棒部品類
- 油圧コントロールユニット(ポンプ部品)、パワーショベル等歯車類(旋回ギヤ)、モーター部品類
Super Nitriding S
Super Nitriding S
難窒化材とされていますステンレス鋼(オーステナイト、マルテンサイト、フェライト、析出硬化系)高速度鋼、超耐熱耐食鋼に至る高合金鋼部品の処理を、日常的に行っております。

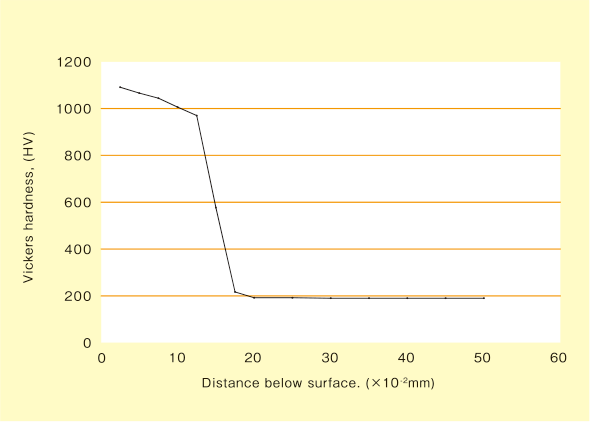
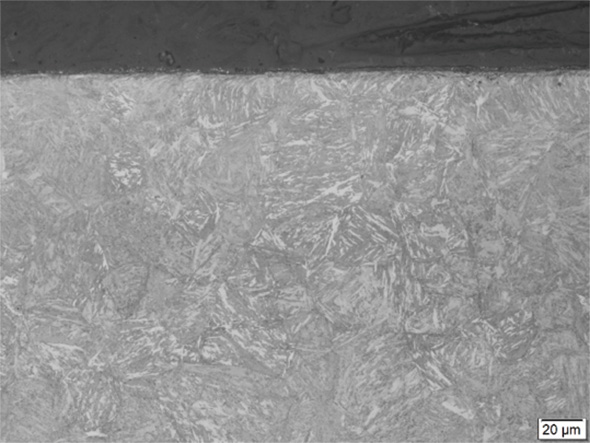
SUS403 560℃×25H 組織写真 ×100
SUS403 560℃×25H 硬さ推移曲線
IN718 595℃×30H 組織写真 ×400

IN718 595℃×30H 硬さ推移曲線
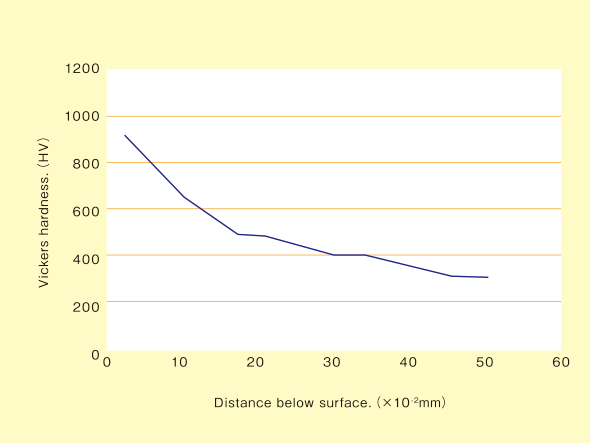
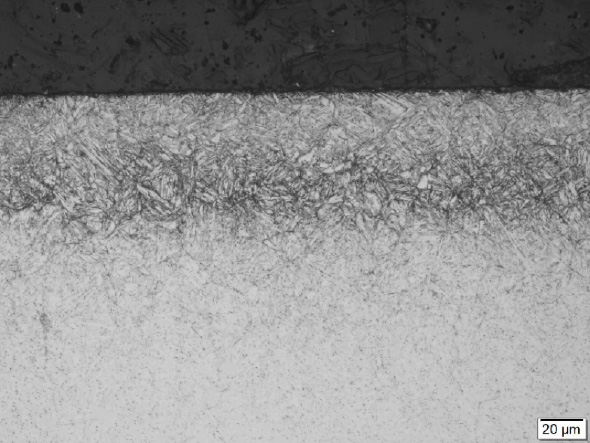
SUS304 560℃×25H 組織写真 ×100

SUS304 560℃×25H 硬さ推移曲線
S相
低温窒化処理(生成する窒化相:S相)について
同処理の呼び名・パーカー熱処理工業(株)では“SP-NITE”炉を使用した低温窒化処理を当社では“CRC process”( corrosion resisting compound layer productive process)と呼んでおります。オーステナイト系ステンレス鋼は通常、最表面が非常に薄い不動態皮膜を形成していることから最も優れた耐食性を示します(SUS304、SUS316材など)。しかしながら耐摩耗性、耐疲労性を付与するため「ガス窒化処理加工」が行われていますが、窒素が生地中のクロムと結合してクロム窒化物となり、生地のクロム濃度が低下するため耐食性の低下が欠点とされてきました。そこで低温域(約400~410℃)でガス窒化処理を行うことにより、最表面部に「S相」と呼称される耐食性に優れた硬い改質層が形成されます。このS相は高い窒素濃度と硬さとを持つことが知られており、このような著しい高濃度窒素固溶は一般に高い表面圧縮残留応力を生じ硬さと耐食性の向上に寄与します。
不動態皮膜の還元(活性化と呼ぶ)方法
一般的にステンレス鋼のガス窒化処理加工において不動態皮膜を除去しないまま処理を行うと窒化することが出来ません。従ってこのクロムの酸化皮膜を還元することにより初めて窒化が可能となります。
この活性化方法の手法には色々あり、SP-NITE炉を使用した低温窒化処理では炭化水素系ガス“CXガス”を使用、CRC processでは塩化物を使用し、窒化工程の前段で活性化処理を行うことにより初めて窒化処理が可能となります。この結果、10~15μm程度の窒化層と表面硬さHv>700が得られ、耐摩耗性、耐食性を得ることが出来ます。さらに今まで行ってきた実験結果では、SUS304材よりもSUS316材が良好な耐食性を得ることが判りました。
窒化後の外観色
窒化処理された部品の外観色は一般的には化合物層の生成によりグレー(灰色)を呈しますが、窒化層S相生成の場合にはほぼ未処理品に近い外観色となります。従って面粗度も大きく変化しません。
窒化処理前後外観写真

窒化前

窒化後
SUS304材

窒化前

窒化後
SUS316材

コントロールルーム
ホワイトレアレス
White Layer Less Nitriding Process
雰囲気の窒化ポテンシャルを理論的、自動的に制御することにより化合物層を形成させない窒化処理を創生する制御技術です。薄い硬化層から深い拡散層を自由に生成し低合金鋼(構造用鋼)から高合金鋼に至るまで処理が可能です。
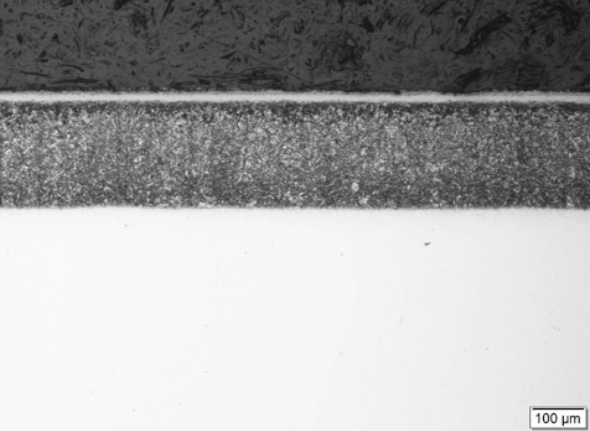
SACM645 520℃×95H 組織写真 ×400
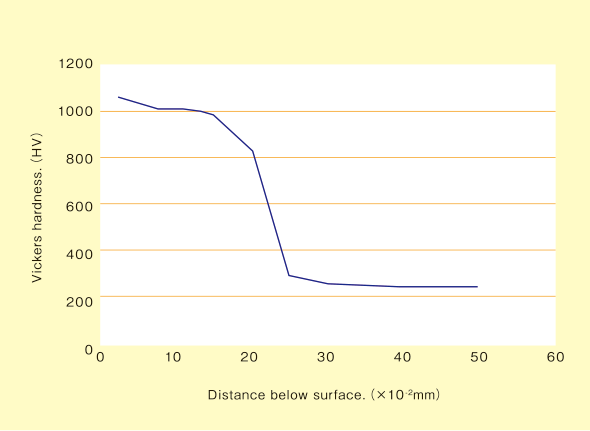
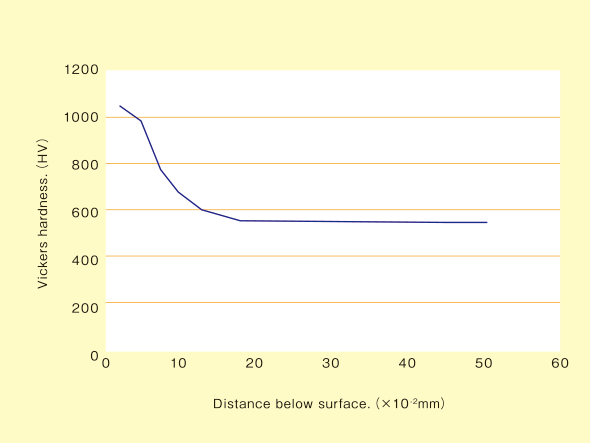
SACM645 520℃×95H 硬さ推移曲線
SKD61 520℃×10H 組織写真 ×400
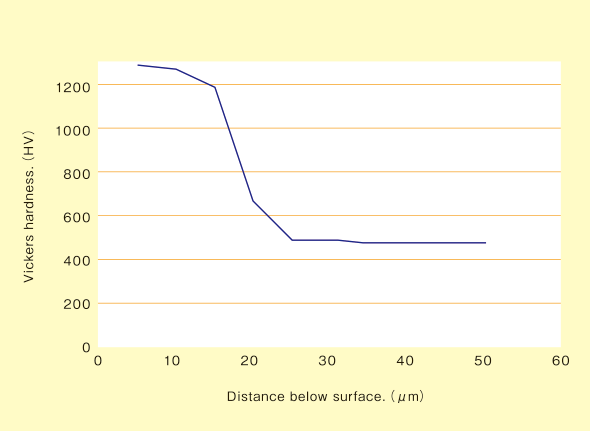
SKD61 520℃×10H 硬さ推移曲線
ゴールダイト
GOLDITE Nitriding Process
チタン及びチタン合金に対して大気圧プラスαの窒素雰囲気中で窒化処理が行われます。窒化処理後の表面硬さは、mHV(0.025)1000以上で製品外観が黄金色を呈することからゴールダイト処理と呼称しております。また窒化層組織は、表面の化合物層[TiN+Ti2N]と拡散層[微細Ti2N+α(β)]からなり、その特性は耐摩耗、耐熱性、耐食性、耐かじり性、耐疲労性に優れ最近では生体用インプラントとして研究開発がなされています。
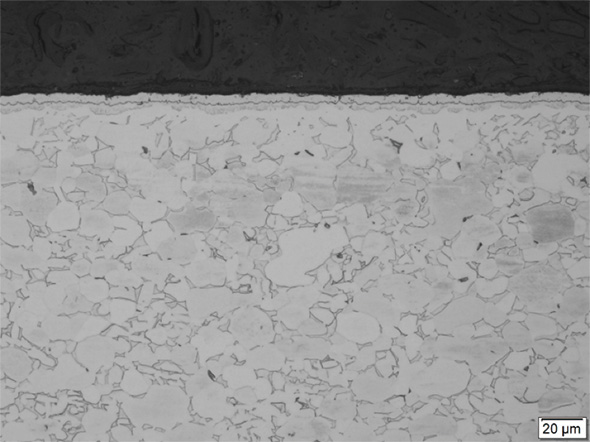
Ti-6Al-4V 850℃×7H 組織写真 ×400

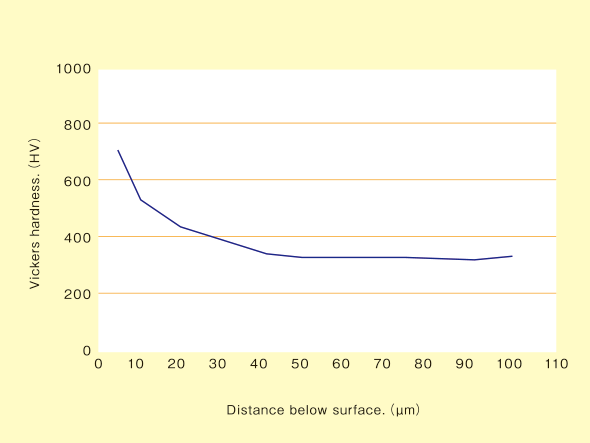
Ti-6Al-4V 850℃×7H 硬さ推移曲線
Ti-6Al-4V 850℃×20H 組織写真 ×400
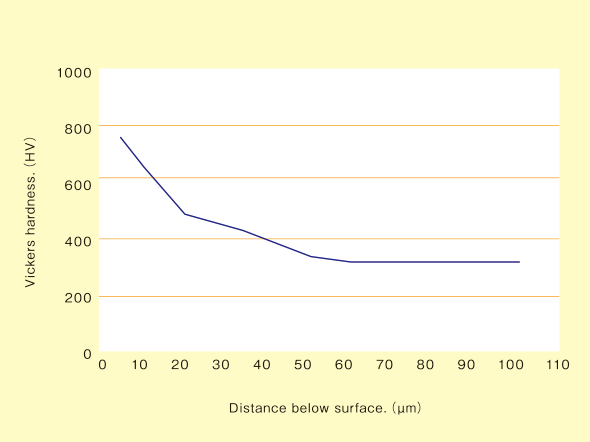
Ti-6Al-4V 850℃×20H 硬さ推移曲線
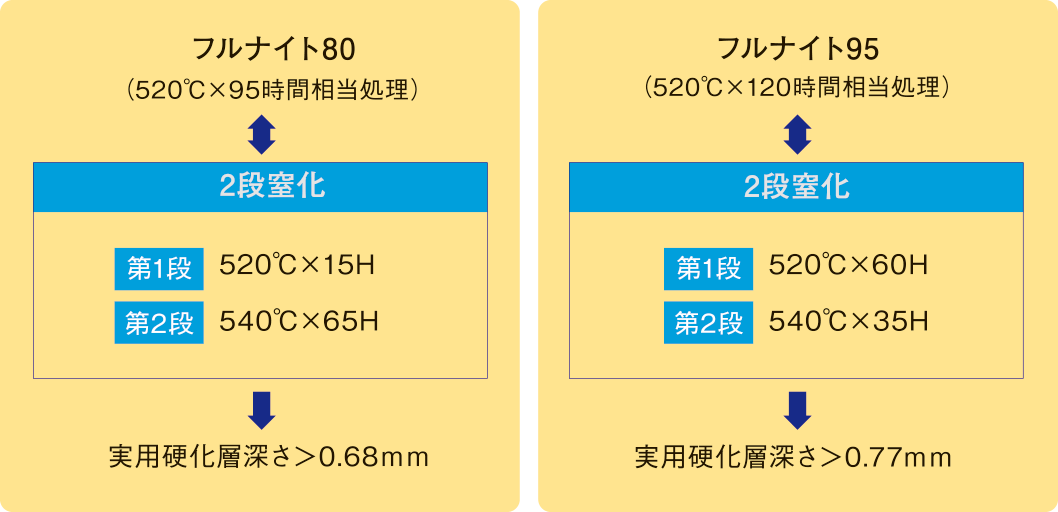
フルナイト
FULNITE:深層窒化処理技術
ガス窒化処理は処理温度が低いことから深い拡散層が必要な場合は長時間を要します。このため、窒化温度を2段階に変更して時間短縮を計る場合もあります。当社ではこの処理法の一例として次の処理方法をご依頼先のスペックと適合するか否かを双方確認了承の上、実施しています。
窒化鋼:SACM645例