DLC コーティング
DLCコーティング - Linear Ion Source -
DLCとはDiamond Like Carbonの頭文字です。
DLC膜は低摩擦で耐摩耗性に優れており、近年製品への適用が加速しております。
- 高硬度及び優れた耐摩耗特性のため低摩擦係数と潤滑性を有します。
- 無潤滑摺動で優れた特性を示すため環境負荷が低減します。
- 低温処理が可能なため素材の特性を維持することが可能です。
- 化学的にも安定しています。
DLCコーティング

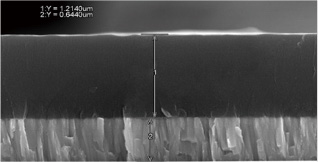
DLC膜断面SEM写真
| 皮膜硬度 | 2000-2500HV |
|---|---|
| 摩擦係数 | ~0.15 |
| 膜厚 | ~3μm |
| 処理温度 | 常温~300℃ |
| 適用材 | 鉄系、SUS材、 樹脂、セラミック、他 |
| 有効域 | φ165(shaft)×6本 (高さ550mm) |
装置の特徴
- 低温でのコーティングが可能なため歪が少ない。
- マグネトロンスパッタとの組み合わせにより多様な中間膜を作り良好な密着性が得られます。
- 当社の熱処理(ガス窒化、ガス浸炭、他)との複合処理により付加価値を付与できます。
低温処理のメリット
- 歪の低減
- 低温焼戻し品への処理(硬度低下が無い)が可能
- 熱に弱い真鍮、アルミ材への処理が可能
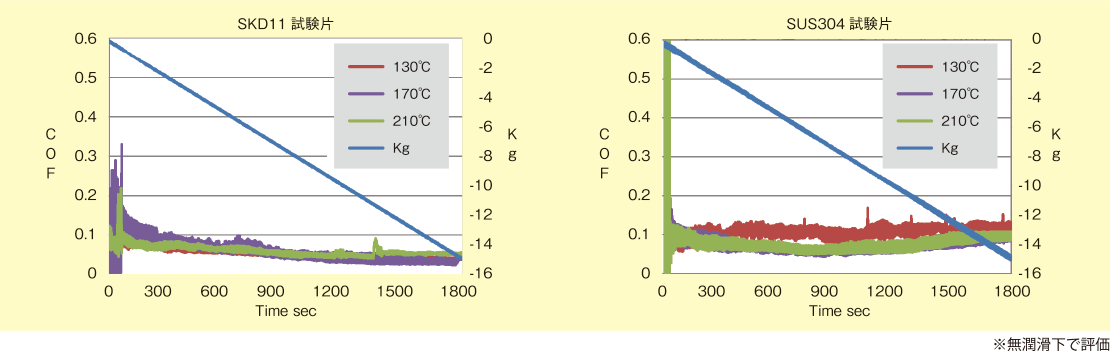
低温で成膜したDLC膜の評価
下記グラフはトライボ試験での評価結果です。この試験方法では徐々に荷重を増加させる事ができ、最大荷重15kg時には3400MPaの面圧が掛かっています。下記グラフから、製品温度130℃の低温処理でも高硬度のSKD11、軟質なSUS304共に試験完了まで低摩擦で推移する事が確認できています。
製品温度の違いによるトライボ試験結果